ไทย
 English
English Español
Español Português
Português русский
русский français
français 日本語
日本語 Deutsch
Deutsch Tiếng Việt
Tiếng Việt Nederlands
Nederlands ไทย
ไทย Polski
Polski 한국어
한국어 Svenska
Svenska magyar
magyar Malay
Malay বাংলা
বাংলা Dansk
Dansk Suomi
Suomi हिन्दी
हिन्दी Pilipino
Pilipino Türk
Türk Gaeilge
Gaeilge عربى
عربى Indonesia
Indonesia norsk
norsk čeština
čeština Ελληνικά
Ελληνικά Українська
Українська नेपाली
नेपाली Burmese
Burmese български
български ລາວ
ລາວ Latine
Latine slovenský
slovenský Lietuvos
Lietuvos








การตีเกลียวลวดพันเกลียวแข็งตาย
การวาดลวดทำได้โดยการส่งลวดโลหะผ่านรูของแม่พิมพ์ดึงลวด และใช้แรงดึงกับลวดที่ด้านทางออกของแม่พิมพ์ ลวดหดตัวและบีบลงในโพรงแม่พิมพ์ และค่อยๆ บางลง และความเร็วจะเพิ่มขึ้นเมื่อใกล้ทางออกของรูแม่พิมพ์ เนื่องจากปริมาตรของเส้นลวดคงที่ หน้าตัดที่ลดลงจึงทำให้เส้นลวดยืดออก ตรงกลางมีรูรูปทรงบางอย่าง เช่น ทรงกลม สี่เหลี่ยม แปดเหลี่ยม หรือรูปทรงพิเศษอื่นๆ เมื่อโลหะถูกดึงผ่านรูแม่พิมพ์ ขนาดจะเล็กลงและแม้แต่รูปร่างก็เปลี่ยนไป
รายละเอียดสินค้า
การตีเกลียวลวด การตีเกลียวที่เป็นของแข็งจะตาย
ลวดตีเกลียวตีเกลียวแข็งตาย
| ชื่อผลิตภัณฑ์ | ไดมอนด์แบบหลายลวด; PCD การวาดลวดตาย; PCD การวาดตาย; แม่พิมพ์วาดเพชร |
| ขนาดรู | 0.100-16.000(มม.); 0.0039-0.6260(นิ้ว) |
| กลุ่มเพชร | คอมแพค ซูมิเดีย เดอเบียร์ส |
| ข้อดี | ผลิตจากแกนแม่พิมพ์คุณภาพสูง มีข้อดีของพื้นผิวที่สม่ำเสมอ ทนทานต่อการสึกหรอสูง ผิวสำเร็จสูง ความแม่นยำสูง และอายุการใช้งานยาวนาน สามารถรับประกันพื้นผิวและความแม่นยำของเหล็กลวดในระหว่างการวาดลวดเป็นเวลานาน |
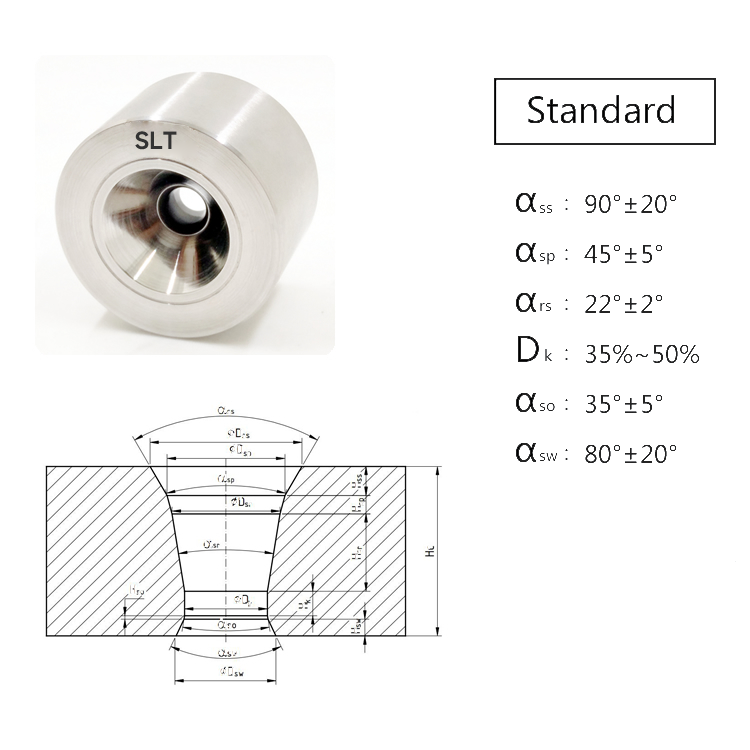
| α(ss)ทางเข้า | บริเวณทางเข้าได้รับการขัดเงาเพื่อให้ของเหลวที่วาดสามารถไหลเวียนได้อย่างราบรื่น |
| แนวทางα(sp) | บริเวณหล่อลื่นได้รับการขัดเงาอย่างประณีต ทำให้ลวดสามารถเกินได้ง่าย |
| การลดα(rs) | พื้นที่ทำงานสามารถลดแรงในการวาดได้ และการสัมผัสจุดเปลี่ยนคือการวาดมุมแบบเผชิญหน้า ซึ่งจะช่วยลดแรงเสียดทานและการสึกหรอของดาย โครงสร้างที่ผิดรูปมีความสมเหตุสมผลและมีเสถียรภาพมากกว่า เส้นบนสามารถวาดได้อย่างราบรื่นเมื่อเส้นที่เข้ามาหนาขึ้นหรือบางลง |
| d(k)แบริ่ง | พื้นที่บิดเบี้ยวคงที่สามารถรับประกันเส้นผ่านศูนย์กลางที่แม่นยำ ความเรียบ และความโค้งของเส้นลวดได้เป็นเวลานาน |
| α (ดังนั้น) บรรเทาหลัง | มุมความปลอดภัยช่วยให้มั่นใจได้ว่าลวดจะถูกดึงออกมาโดยไม่มีรอยขีดข่วน และอายุการใช้งานมีแนวโน้มที่จะยาวนานขึ้น |
| α(sw)ออก | ความลึกของช่องจ่ายไฟสามารถรองรับแรงดึงของช่องจ่ายได้อย่างมาก |
การวาดลวดทำได้โดยการส่งลวดโลหะผ่านรูของ Wire Drawing Die และใช้แรงดึงกับลวดที่ด้านทางออกของแม่พิมพ์ ลวดหดตัวและบีบลงในโพรงแม่พิมพ์ และค่อยๆ บางลง และความเร็วจะเพิ่มขึ้นเมื่อใกล้ทางออกของรูแม่พิมพ์ เนื่องจากปริมาตรของเส้นลวดคงที่ หน้าตัดที่ลดลงจึงทำให้เส้นลวดยืดออก ตรงกลางมีรูรูปทรงบางอย่าง เช่น ทรงกลม สี่เหลี่ยม แปดเหลี่ยม หรือรูปทรงพิเศษอื่นๆ เมื่อโลหะถูกดึงผ่านรูแม่พิมพ์ ขนาดจะเล็กลงและแม้กระทั่งรูปร่างก็เปลี่ยนไป
วัสดุที่ดีที่สุดขึ้นอยู่กับลวดที่คุณวาดและปริมาณที่คุณวาด ติดต่อเราเพื่อช่วยคุณเลือกวิธีแก้ปัญหาที่ประหยัดที่สุดและลดต้นทุนรวมในการเป็นเจ้าของแม่พิมพ์แบบหล่อของคุณ
ความอดทน
|
เส้นผ่านศูนย์กลาง (นิ้ว)
|
เส้นผ่านศูนย์กลาง (มม.)
|
ความอดทน (มม.)
|
ความกลม (มม.)
|
|
≤0.00157
|
≤0.040
|
0.0003
|
0.0002
|
|
0.00158-0.00393
|
0.041-0.099
|
0.0005
|
0.0003
|
|
0.00394-0.01968
|
0.100-0.499
|
0.001
|
0.0005
|
|
0.01969-0.03936
|
0.500-0.999
|
0.0015
|
0.0008
|
|
0.03937-0.05905
|
1.000-1.499
|
0.002
|
0.001
|
|
0.05906-0.08661
|
1.500-2.199
|
0.003
|
0.0015
|
|
0.08662-0.12992
|
2.200-3.299
|
0.004
|
0.002
|
|
0.12993-0.18110
|
3.300-4.599
|
0.005
|
0.0025
|
|
0.18111-0.22834
|
4.600-5.799
|
0.006
|
0.003
|
|
0.22835-0.29921
|
5.800-7.599
|
0.007
|
0.0035
|
|
0.18111-0.41338
|
4.600-10.499
|
0.008
|
0.004
|
PCD ตายโดยมี Sumidia PCD Blanks
|
นิ้ว
|
มม.
|
เพิ่มมา
|
เส้นผ่านศูนย์กลางสูงสุด
|
|
0.0039-0.0157
|
0.100-0.400
|
D6
|
0.5
|
|
0.0079-0.0315
|
0.200-0.800
|
D12
|
1.0
|
|
0.0079-0.0315
|
0.200-0.800
|
D12
|
0.8
|
|
0.0197-0.0591
|
0.500-1.500
|
D15
|
1.5
|
|
0.0197-0.0709
|
0.500-1.800
|
D15
|
1.8
|
|
0.0315-0.0787
|
0.800-2.000
|
D18
|
2.0
|
|
0.0315-0.0906
|
0.800-2.300
|
D18
|
2.3
|
|
0.0472-0.1378
|
1.200-3.500
|
D21
|
3.5
|
|
0.0591-0.1811
|
1.500-4.600
|
D24
|
4.6
|
|
0.1299-0.2126
|
3.300-5.400
|
D27
|
5.4
|
|
0.1299-0.2283
|
3.300-5.800
|
D27
|
5.8
|
|
0.2008-0.2992
|
5.100-7.600
|
D30
|
7.6
|
|
0.3150-0.4134
|
8.000-10.500
|
D33
|
10.5
|
|
0.3150-0.5000
|
8.000-12.700
|
D36
|
12.7
|
มีขนาดเกรน F S M C E ให้เลือก

กลุ่มผลิตภัณฑ์
|
มม.
|
นิ้ว
|
และ
|
เอสเอสซีดี
|
กรมควบคุมมลพิษ
|
TC
|
|
0.012-0.049
|
0.0005-0.0019
|
●
|
●
|
|
|
|
0.050-0.099
|
0.0019-0.0039
|
●
|
●
|
|
|
|
0.100-0.599
|
0.0039-0.0236
|
●
|
●
|
●
|
●
|
|
0.600-2.099
|
0.0236-0.0826
|
●
|
|
●
|
●
|
|
2.1-15.9
|
0.0827-0.6260
|
|
|
●
|
●
|
|
16.0-35.0
|
0.6260-1.3780
|
|
|
|
●
|
ดายวาดเพชรแบบหลายลวด
แม่พิมพ์วาดลวดเพชรราคาโรงงาน; แม่พิมพ์วาดลวด PCD แบบหลายลวดพร้อมอายุการใช้งานยาวนาน
แม่พิมพ์ดึงลวดเป็นผลิตภัณฑ์ที่มีความสำคัญและเป็นวัสดุสิ้นเปลืองที่ผู้ผลิตลวดโลหะหลายรายใช้ในการดึงสายไฟ ช่วงการใช้งานของแม่พิมพ์ดึงลวดนั้นกว้างมาก โดยส่วนใหญ่จะใช้สำหรับการวาดวัตถุที่เป็นเส้นตรงและตัดเฉือนยาก เช่น แท่ง ลวด สายไฟ ท่อ ฯลฯ และโดยทั่วไปเหมาะสำหรับการประมวลผลการวาดภาพของวัสดุโลหะและโลหะผสม เช่น เหล็ก ทองแดง ทังสเตน โมลิบดีนัม ฯลฯ เนื่องจากต้นทุนของแม่พิมพ์ดึงลวดสามารถเข้าถึงมากกว่าครึ่งหนึ่งของต้นทุนการวาดลวด วิธีลดต้นทุนการใช้ของแม่พิมพ์ดึงลวดและเพิ่มอายุการใช้งานจึงเป็นปัญหาหลักที่หน่วยผลิตลวดโลหะจำเป็นต้องแก้ไขอย่างเร่งด่วน
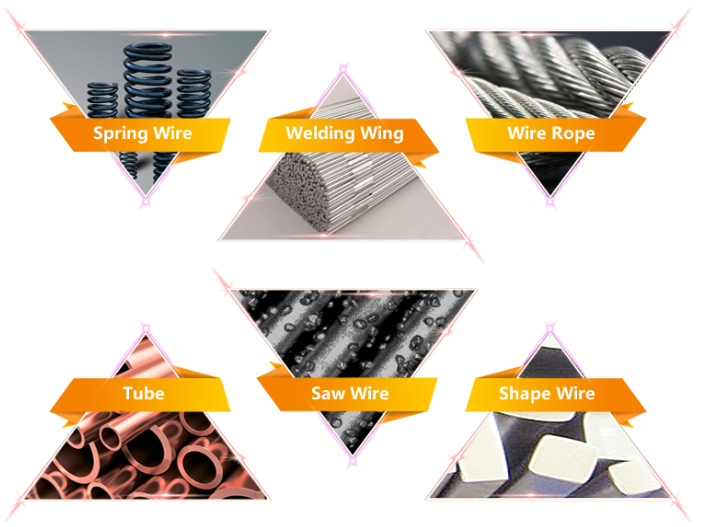
แม่พิมพ์ดึงลวดมีการใช้งานที่หลากหลาย เช่น: ลวดที่มีความแม่นยำสูงที่ใช้ในอุปกรณ์อิเล็กทรอนิกส์ เรดาร์ โทรทัศน์ เครื่องมือและการบินและอวกาศ เช่นเดียวกับลวดทังสเตน ลวดโมลิบดีนัม ลวดสแตนเลส ลวดและ สายไฟและลวดโลหะผสมต่าง ๆ ซึ่งล้วนทำจากเพชร ดึงด้วยแม่พิมพ์ดึงลวด เนื่องจากการใช้เพชรธรรมชาติเป็นวัตถุดิบ แม่พิมพ์ดึงลวดเพชรจึงมีความทนทานต่อการสึกหรอสูงและมีอายุการใช้งานยาวนานมาก

