 English
English Español
Español Português
Português русский
русский français
français 日本語
日本語 Deutsch
Deutsch Tiếng Việt
Tiếng Việt Nederlands
Nederlands ไทย
ไทย Polski
Polski 한국어
한국어 Svenska
Svenska magyar
magyar Malay
Malay বাংলা
বাংলা Dansk
Dansk Suomi
Suomi हिन्दी
हिन्दी Pilipino
Pilipino Türk
Türk Gaeilge
Gaeilge عربى
عربى Indonesia
Indonesia norsk
norsk čeština
čeština Ελληνικά
Ελληνικά Українська
Українська नेपाली
नेपाली Burmese
Burmese български
български ລາວ
ລາວ Latine
Latine slovenský
slovenský Lietuvos
Lietuvos
การแนะนำโครงสร้างรูตายของการวาดลวด
การแนะนำโครงสร้างรูตายของการวาดลวด
ข้อมูลเบื้องต้นเกี่ยวกับโครงสร้างรูแม่พิมพ์ดึงลวด
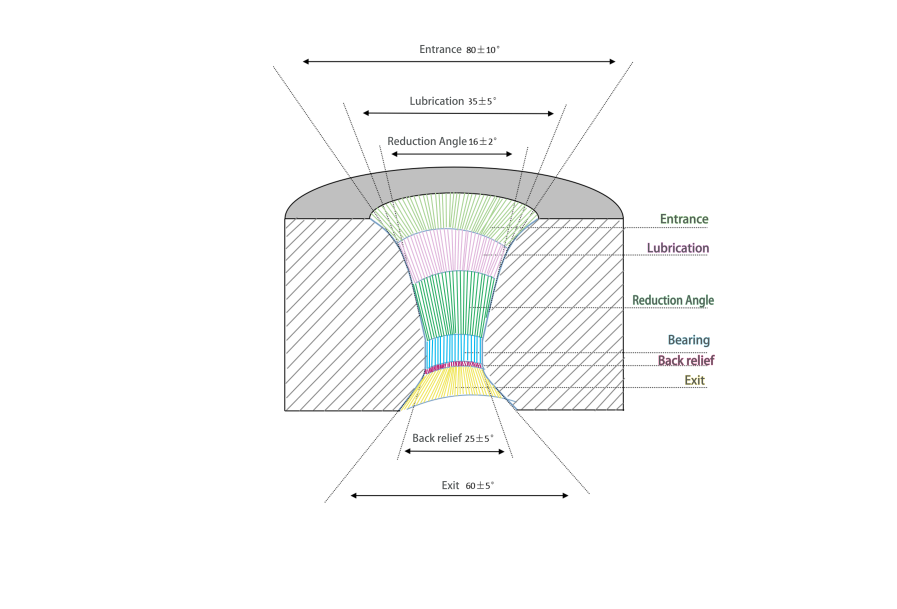
โซนทางเข้า : วัสดุการวาดจะเข้าสู่แม่พิมพ์ผ่านบริเวณนี้ โดยทั่วไปจะเป็นส่วนโค้งเพื่อหลีกเลี่ยงการดึงวัสดุที่มีรอยขีดข่วนจากแม่พิมพ์
โซนการหล่อลื่น: มีไว้สำหรับการจัดเก็บน้ำมันหล่อลื่นและการหล่อลื่นหล่อลื่นวัสดุการวาดซึ่งเอื้อต่อการวาดภาพที่ราบรื่น
โซนลด: เป็นโซนการเปลี่ยนรูปพลาสติกสำหรับการเขียนแบบโลหะ ซึ่งมิติหลักคือความยาวและมุม ความยาวที่น้อยลงจะทำให้โลหะการขึ้นรูปทำให้เกิดแรงกดดันต่อบริเวณรีดิวซ์มากขึ้น ซึ่งจะเพิ่มความเค้นแรงดึงและเร่งการสึกหรอของแม่พิมพ์ซึ่งจะส่งผลต่อเอฟเฟกต์การขึ้นรูป ความยาวของโซนลดจะแตกต่างกันไปตามวัสดุการวาด เส้นผ่านศูนย์กลาง และการหล่อลื่นที่แตกต่างกัน หลักการเลือกคือ: 1) ความยาวควรสั้นกว่าในการวาดลวดโลหะอ่อนเมื่อเปรียบเทียบกับการวาดลวดโลหะแข็ง 2) ความยาวควรสั้นกว่าในการวาดลวดขนาดเส้นผ่านศูนย์กลางเล็กเมื่อเทียบกับการวาดลวดขนาดเส้นผ่านศูนย์กลางใหญ่ 3) ความยาวควรสั้นกว่าในการวาดภาพแบบเปียกเมื่อเทียบกับมุมโซนการลดการวาดภาพแบบแห้ง: มุมที่ใหญ่กว่าจะช่วยเพิ่มความต้านทานแรงดึงและความแข็งของวัสดุการวาดในขณะที่จะลดการโค้งงอและแรงบิด มุมโซนลดควรเล็กลงในการขึ้นรูปเหล็ก ในขณะที่การขึ้นรูปโลหะที่ไม่ใช่เหล็กและคาร์ไบด์ควรใหญ่กว่า
ความยาวของตลับลูกปืน: วัสดุการวาดจะได้ขนาดสุดท้ายผ่าน ความยาวของตลับลูกปืน ความยาวของตลับลูกปืนแตกต่างกันไปตามความแข็ง หน้าตัด และการหล่อลื่นของภาพวาดที่แตกต่างกัน วัสดุ. หากความยาวของตลับลูกปืนยาวเกินไป มันจะเพิ่มแรงเสียดทานซึ่งทำให้อุณหภูมิของแม่พิมพ์สูงขึ้น และส่งผลต่ออายุการใช้งานของแม่พิมพ์ นอกจากนี้ยังจะเพิ่มความเครียดแรงดึงซึ่งทำให้อัตราการหดตัวและอัตราการแตกหักในการวาดเพิ่มขึ้นรวมถึงการใช้ผง หากความยาวของตลับลูกปืนสั้นเกินไป การเปลี่ยนแปลงตลับลูกปืนจะส่งผลต่อขนาดที่เสร็จสมบูรณ์ในการวาด
โดยทั่วไป 1) ความยาวของตลับลูกปืนสั้นกว่าในการดึงวัสดุโลหะอ่อน เมื่อเปรียบเทียบกับการดึงวัสดุโลหะแข็ง 2) ความยาวของแบริ่งควรสั้นกว่าในการวาดเส้นลวดขนาดเล็กเมื่อเทียบกับการวาดเส้นลวดขนาดใหญ่ 3) ความยาวของแบริ่งควรสั้นกว่าในการวาดภาพแบบเปียกเมื่อเทียบกับการวาดภาพแบบแห้ง
แผ่นนูนด้านหลังและทางออก: ทางออกเป็นส่วนสุดท้ายที่วัสดุวาดหลุดออกจากแม่พิมพ์ เป็นการป้องกันการแตกร้าวของความยาวแบริ่ง ทางออกไม่ควรสั้นเกินไป มิฉะนั้น ทางออกจะพังง่าย การผ่อนแรงด้านหลังหมายถึงเพื่อให้แน่ใจว่าโลหะที่วาดจะไม่ทำให้เกิดรอยขีดข่วนทางออกและส่งผลต่อคุณภาพของลวด ในระหว่างการปรับแม่พิมพ์ ส่วนที่แหลมคมที่เชื่อมต่อทางออกและแบริ่งจะต้องต่อกราวด์เป็นส่วนโค้งเพื่อหลีกเลี่ยงไม่ให้ลวดมีรอยขีดข่วนเมื่อผ่านแม่พิมพ์

ไวร์ไชน่า 2024
เราจะเข้าร่วมงาน Wire China 2024 ในเซี่ยงไฮ้
อ่านเพิ่มเติมบทบาทของ SOLID STRANDING DIES และการนำไปใช้ในการผลิตทางอุตสาหกรรม
SOLID STRANDING DIES หรือแม่พิมพ์ตีเกลียวแข็ง เป็นเครื่องมือที่ขาดไม่ได้และสำคัญในอุตสาหกรรมการผลิตสายไฟและสายเคเบิล ตอนนี้ ผมจะแนะนำบทบาทของ SOLID STRANDING DIES และการนำไปใช้ในการผลิตเชิงอุตสาหกรรม
อ่านเพิ่มเติมเกี่ยวกับการโกนลอกตาย
เกี่ยวกับการประยุกต์ใช้เครื่องโกนหนวดแบบปอกเปลือก
อ่านเพิ่มเติม